ホーニング加工は内径を仕上げる機械です。内面研磨との違いを教えてと言う要望が有りましたので説明したいと思います。
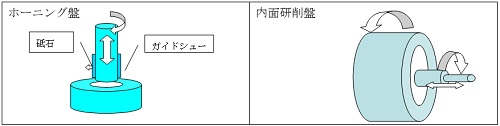
まずホーニング加工は、円柱状の回転工具(マンドレル)の側面にスティック状の砥石を取り付け、スプリングや油圧の力で内面に砥石を押し付け(砥石全体があたる)回転させ、往復運動をして内面を仕上げます。磨くようなイメージを想像してみてください。
内面研削盤は、砥石を穴の中に入れ回転させ研削(砥石の一点のみあたる)します。削るようなイメージです。
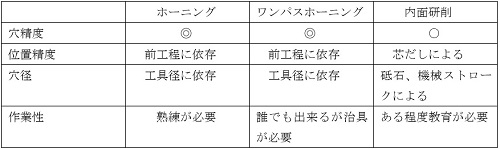
ホーニング加工と内面研削の一番の違いは、穴の位置精度です。ホーニング加工は、基本的に穴を磨くため加工前・後での位置ずれは起きません。
内面研磨の場合は芯だしによって変わります。
ホーニング加工の場合は前加工の精度に依存するし内面研磨の場合は加工時の取り付け精度に依存します。
ですので内面研磨の場合は前加工で位置精度が不十分だった場合は修正が出来るってことですね!
穴精度については、面粗さ・真円度・円筒度いずれもホーニング加工の方が高精度です。
また、ホーニング加工では砥石の回転運動と往復運動により加工面がクロスハッチ(網状の筋)になるので摺動するような部品では潤滑溝の働きにもなります。エンジンのシリンダーなどがホーニングを選ぶ理由ですね!
ホーニング加工のデメリットは、マンドレルによって穴径が決まってしまうということです。φ20のマンドレルならφ20しか出来ません。
また、ワンパスホーニングでは専用の治具を作成しなければなりませんので数量の少ないものの場合は汎用のホーニング盤にて加工を行わなければなりません。足を使い砥石の張力や回転数を調整しながら加工をするので精度を出せるまで熟練がひつようです。
一方、内面研削の場合は砥石がワークの中に入ってしまえば機械のストローク分までの穴径に対応できるというメリットがあるので使い勝手はいいですね!
ホーニング盤は内面研削に比べ精度の良い穴加工が出来る代わりに穴径の異なるサイズに対応できない。内面研削はホーニング盤に比べ精度(数μ)は落ちるが穴径のサイズに対応できるという違いもありますね!
纏めると
こんな感じです。
類似加工で電磁リーマというものがありますが後ほど機械加工の中で書こうと思います!
ワンパスホーニング加工の動画
汎用ホーニング加工の動画
加工事例はこちら
コンロッド →http://sakaitec.co.jp/casestudy/grindingwork/80



![現場たたき上げ技術者の機械工学 [MECHANICAL ENGINEERING]](https://sakaitec.co.jp/img/engineering/sideTitle_eng.gif)



![執筆者の紹介はこちら... [WRITER]](https://sakaitec.co.jp/img/engineering/bt_sideWriter01.jpg)